Référence électronique
Colonel A., (2021), « Le travail des peaux pour gants (annees 1830‑1920). », La Peaulogie 7, mis en ligne le 17 décembre 2021, [En ligne] URL : https://lapeaulogie.fr/peaux-gants-1830-1920
Le travail des peaux pour gants (annees 1830‑1920). Essai sur l’évolution des systèmes techniques en Dauphiné
2,00€
-
Description
Audrey COLONEL
Doctorante en histoire contemporaine, Université Grenoble Alpes. LARHRA. Grenoble-Lyon. France.
Résumé
Inscrite parmi les industries des cuirs et peaux, la fabrication des gants s’appuie sur les activités de mégisserie, qui vise à transformer les petites peaux en cuir, de teinturerie et de ganterie à proprement dit. Pour être transformées en gants, les peaux passent entre les mains de plusieurs spécialistes et subissent de multiples opérations que cet article se propose de présenter tout accordant une place à l’étude de l’évolution des systèmes techniques entre les années 1830 et 1920 environ au travers de l’étude de manuels techniques rassemblant des connaissances sur le travail des peaux destinés aux gens du métier.
Mots-clés
gants, cuir, mégisserie, ganterie
Abstract
As part of the leather industry, glove manufacturing is based on activities of the tannery, which aims to transform animal small skins into leather, the dyeing industry and the glove industry. In order to be transformed into gloves, skins pass through hands of many specialists and undergo multiple operations, which this article proposes to present, while giving a place to the study of the evolution of technical systems between the 1830s and about 1920 through the study of technical manuals gathering knowledge on the working of skins.
Keywords
gloves, leather, tannery, glove industry
Si Grenoble a conservé une image de capitale de la houille blanche (Dalmasso, 2002), la ville était connue bien avant pour la production de gants par les nombreuses fabriques qu’elle concentrait en son sein. La présence de l’industrie gantière à Grenoble faisait travailler un grand nombre d’individus, du mégissier chargé de transformer les peaux en cuirs aux ouvriers et ouvrières à domicile œuvrant à la coupe et à la couture des gants (Colonel, 2020a et b). En 1812, les enquêtes menées par l’administration locale recensent environ 60 établissements de ganterie pour la seule ville de Grenoble, employant un total de 260 ouvriers et environ 5 000 ouvrières chargées de coudre et de broder les gants[1].
La ganterie s’inscrit parmi les industries des cuirs et peaux qui ont fait l’objet de riches travaux à commencer par les recherches menées par Florent Le Bot (2005, 2007, 2008, 2011) qui ouvrent la voie d’un champ historiographique peu représenté jusqu’alors en histoire contemporaine. Les travaux sur les tanneries menés par l’historien Cédric Perrin (2011, 2014, 2015), ceux de François Jarrige (2011) appuyés sur les mégisseries de Graulhet prises comme terrain d’étude ou encore l’ouvrage de Mathieu Gounon (2016) sur le travail des peaux à Annonay ont contribué à enrichir la connaissance de cette branche dont les techniques demeurent longtemps artisanales. Au‑delà du cas français, les recherches conduites par François Wassouni (2012a et b, 2015, 2016) sur le travail artisanal du cuir en Afrique permettent des comparaisons. Source de nuisances, les activités liées à la préparation des peaux ont également été abordées sous l’angle des pollutions industrielles (Baret‑Bougoin, 2005 ; Le Roux, 2010 et 2011 ; Wassouni, 2012b ; Perrin, 2014).
Dans la continuité des travaux conduits sur les techniques employées dans les industries du cuir (Chahine, 2005 ; Le Bot, 2007 ; Perrin, 2014), il s’agit d’aborder dans cette étude l’histoire du travail des peaux sur l’ensemble de la chaîne de fabrication du gant, de leur collecte à l’expédition des gants. Tout en questionnant l’évolution des systèmes techniques[2] dans les industries du gant, ce travail vise à présenter le cheminement des peaux dans les différentes opérations qu’elles subissent pour être transformées en gants, de leur « récolte » à l’expédition des gants pour être commercialisées, excluant la dimension sociologique du travail ainsi que l’étude du fonctionnement des entreprises[3]. Il s’agit d’aborder l’histoire des techniques du travail de la peau pour produire un gant au travers de l’étude de deux manuels de ganterie qui compilent des connaissances techniques à deux périodes que près d’un siècle sépare pour cerner les évolutions induites par l’industrialisation à l’œuvre au XIX[4]. Intitulé Manuel du fabricant de gants : considéré dans ses rapports avec la mégisserie, la chamoiserie et les diverses opérations de teinture qui s’y rattachent, le premier manuel date de 1834, produit par un fabricant de gants nommé Jean‑François Vallet d’Artois (1777‑1846). Natif de Grenoble, fils d’un cafetier, ce dernier s’est installé à Paris pour ses activités de négoce et de fabrication des gants, où il se fait connaître sous le nom « Vallet d’Artois », accolant celui de son épouse au sien, selon les archives produites par l’administration dans le cadre de sa nomination au grade de chevalier de la légion d’honneur en 1816[5]. Le second manuel est écrit par un individu considéré comme un « professionnel de l’enseignement de la ganterie » au sein du milieu gantier dans l’entre‑deux‑guerres, dénommé Pierre Bouvier[6]. Ce dernier commence comme employé dans une fabrique de gants grenobloise[7], puis devient professeur des travaux de ganterie au sein de la section de formation aux métiers de la ganterie rattachée à l’École Professionnelle Vaucanson à Grenoble en 1910, fonction qu’il occupe jusque vers 1936‑1937 (Colonel, 2021a). Compilant une partie des enseignements qu’il a dispensé, son ouvrage est publié en 1921, avec le soutien du patronat grenoblois regroupé en Chambre syndicale, sous le titre Le petit manuel du Gantier et rassemble les savoirs locaux en matière de techniques de travail des peaux pour gants en usage en Dauphiné, de la mégisserie à la commercialisation des gants. Ces deux manuels ont l’avantage d’aborder les trois industries sur lesquelles s’appuie la fabrication des gants : la mégisserie, la teinturerie et la ganterie. La mégisserie est une activité de transformation des « petites peaux »[8], c’est‑à‑dire des peaux d’ovins et de caprins, utilisées par la ganterie et la pelleterie en cuir propre à faire les gants (I). La teinturerie consiste à donner une couleur au cuir mégi (II) tandis que la ganterie consiste à transformer le cuir en gants (III).
La transformation des peaux en cuir propre a faire les gants
Le fabricant de gants, un donneur d’ordre
Jusqu’aux années 1870 environ, la fabrication des gants s’organise autour du fabricant de gants inséré dans un réseau d’acteurs pour organiser la production et la commercialiser (Fontaine, 1984). Si l’entreprise personnelle reste une réalité, le XIXe siècle est marqué par la formation de nombreuses sociétés de ganterie en noms collectifs, permettant au fabricant d’associer des capitaux et des compétences par des associations d’intérêts avec des membres de leur famille, des mégissiers ou des teinturiers au XIXe siècle, puis des chimistes et ingénieurs au XXe siècle. Le fabricant de gants entretient des liens hiérarchiques, financiers et commerciaux avec les acteurs de son milieu professionnel. Il est étroitement dépendant de la mode qui dicte la manière de se vêtir et influe donc sur la demande, à laquelle le fabricant s’efforce de répondre. Si la mode se fait et se défait à la Cour sous l’Ancien Régime, au fil du XIXe siècle les événements mondains prennent la relève, fréquentés par la haute société imprégnée d’une culture du paraître fort ancienne. Ces lieux de fabrique des tendances influent sur les entreprises au sens où elles sont contraintes de suivre les variations de la mode pour avoir la certitude d’écouler leurs produits.
Si certains fabricants achètent les peaux à l’état brut, dites « en poils », pour les faire travailler à façon chez le mégissier puis teindre par le coloriste ou teinturier en peaux, d’autres se les procurent « mégies » et parfois même teintes, auprès d’un mégissier ou en passant par un intermédiaire désigné sous le nom de « commissionnaire en peaux ». Prêtes à passer entre les mains du teinturier, les peaux « mégies » ou « mégissées » sont également appelées peaux « en blanc ». Cette dénomination est liée à leur couleur blanche après avoir subi les opérations de mégisserie, considérée comme un signe de qualité. D’ailleurs, au XIXe siècle, les peaux (de chevreaux principalement) sont recherchées pour leur « blancheur ». Ainsi, celles dont la couleur blanche est jugée « impeccable » par le fabricant sont utilisées non teintes pour confectionner les gants blancs, très à la mode chez la gent féminine. En effet, la mode des gants blancs mi‑longs couvrant les avant‑bras des dames jusqu’aux coudes se répand durant la période napoléonienne et subsiste au moins jusqu’au Second Empire. Ils sont un classique de la tenue de bal féminine (Colonel, Dalmasso, 2022, en cours).
La ganterie emploie principalement des peaux de chevreaux et d’agneaux. Au début du XIXe siècle, la statistique industrielle du département de l’Isère indique que la matière première travaillée à Grenoble provient du sol national, principalement d’Annonay, du Cheylard, de Chalençon et de Tournon en Ardèche, de Romans, Valence, Chabeuil et Crest dans la Drôme, de Millau et Vigan dans l’Aveyron ainsi que d’Avignon, de Vaucluse et du Dauphiné[9]. L’extension prise par l’industrie gantière au cours du XIXe siècle pousse les fabricants à élargir leur zone de récolte des peaux. En 1904, le fabricant de gants et directeur d’entreprise Valérien Perrin indique dans son écrit à vocation d’état des lieux de la ganterie grenobloise que les fabricants de cette ville s’approvisionnent en Dauphiné, à Vienne, en Suisse, en Italie, en Espagne, en Allemagne, en Autriche, en Amérique du Sud, aux Îles Canaries, en Russie, Algérie, Tunisie, centre Afrique, Maroc, etc. Quelle que soit sa provenance, la peau détachée de l’animal entre rapidement en fermentation et des mesures de conservation s’imposent pour éviter la putréfaction (Bouvier, 1921). Pour être conservées, les « petites peaux » destinées à la ganterie sont séchées et saupoudrées de naphtaline. En fabrique, les peaux dites « en poils » sont stockées dans une pièce dotée d’une aération, appelée « magasin de réserve », disposées en piles, saupoudrées de naphtaline pour être préservées des insectes. Tous les cinquante à soixante jours l’hiver, plus souvent l’été, les peaux sont déplacées et subissent une opération dite de « battage » les unes contre les autres.
Le dernier tiers du XIXe siècle correspond à une phase de mutation d’une partie du secteur d’activité : certaines entreprises de ganterie en croissance réalisent une intégration verticale en amont, incorporant la mégisserie et la teinturerie à leur activité de ganterie (Colonel, 2020b). Ainsi, elles s’émancipent des intermédiaires et réalisent non seulement la fabrication des gants mais également toutes les opérations de transformation de la matière première en cuir propre à faire les gants. Dans les premières décennies du XXe siècle, certaines investissent dans des machines aux étapes de la mégisserie et de la teinturerie bien que le travail manuel perdure en parallèle. Ces entreprises évoluent vers un modèle « semi‑usinier », dans lequel un phénomène de concentration est observable dès le dernier tiers du XIXe siècle, sans toutefois être achevé puisque le travail manuel et à domicile subsistent.

Les gants blancs, mi‑longs, intégrés au costume féminin de soirée en 1829.
Collection privée, Petit Courrier des Dames, 25 novembre 1829, gravure n°682.
Le travail du mégissier
La mise en trempe et mise au contact de la chaux
Tout d’abord, la peau sèche est ramollie et débarrassée des impuretés et des produits de conservation par une immersion dans de l’eau douce. Cette opération appelée la « mise en trempe », ou « reverdissage », se fait soit au bord d’un ruisseau à l’aide de « grands paniers à claire‑voie », soit dans le bâtiment abritant la mégisserie avec des « grands baquets » remplis d’eau douce dans lesquels sont enfermées les peaux pendant deux à quatre jours environ. L’eau est une ressource nécessaire aux activités de transformation des peaux d’animaux en cuir, expliquant bien souvent l’implantation géographique des mégisseries à proximité de cours d’eau (Baret‑Bougoin, 2005).
Une fois ramollie, les peaux sont mises en contact avec de la chaux dans des cuves appelées « pelain » afin de les dégraisser, de détacher les poils ou la laine et de « rendre solubles les parties étrangères à son tissu » (Vallet d’Artois, 1830, 88). Elles sont ensuite rincées à l’eau pour être débarrassées de la chaux. En un siècle, les méthodes de mise au contact de la chaux évoluent quelque peu. En bois et de forme circulaire dans la première moitié du XIXe siècle, les cuves évoluent vers des modèles en ciment carrés ou rectangulaires, « d’une capacité d’environ deux mètres cubes » dans certaines mégisseries qui travaillent « en grand » selon Bouvier (1921, 48). Si les peaux trempent seulement dans de la chaux vers 1830, au début du XXe siècle les mégissiers ajoutent de l’orpin ou sulfure d’arsenic pour faciliter la chute du poil (Bouvier, 1921, 48). La manipulation des peaux d’animaux ainsi que des produits utilisés pour les travailler ne sont pas sans conséquence sur les travailleurs. Des maladies de l’épiderme et des empoisonnements frappent les ouvriers du secteur. Au moins depuis les temps modernes, les travaux de mégisserie sont considérés comme dangereux pour la santé des ouvriers comme l’a montré l’historien François Jarrige (2011). Dès le Second Empire, l’hygiénisme industriel dénonce les maladies engendrées par le travail de transformation des peaux en cuir provoquant des maladies des doigts ou encore « charbon industriel » lié à « une exposition à des spores d’animaux infectés ou de produits animaux contaminés », selon François Jarrige (2011).
Le pelage et l’écharnage
Les peaux subissent ensuite l’opération de pelage visant à les débarrasser de leurs poils. Le pelage manuel est réalisé à l’aide d’un chevalet, sur lequel la peau est fixée, et d’un « couteau de rivière demi‑circulaire », tranchant d’un côté, que l’ouvrier fait mouvoir de haut en bas pour détacher le poil par l’action de raclage. À l’issue de cette opération, les peaux sont placées dans des baquets d’eau à moitié plein tandis que les poils sont nettoyés pour être commercialisés. La mécanisation de l’opération de pelage s’effectue au début du XXe siècle. Toutefois, le travail manuel perdure dans certaines entreprises dont la faiblesse des capitaux ne permet pas d’investir dans des machines. Le pelage mécanique, aussi appelé opération d’ébourrage, est alors réalisé par une machine à cylindres tournants nommée « dépoileuse » qui épile les peaux avec sa « lame hélicoïdales en bronze qui passent sur les peaux placées entre deux autres cylindres caoutchoutés et superposés » (Bouvier, 1921, 52).
« Le cylindre supérieur cède à la pression au fur et à mesure qu’elle s’exerce évitant ainsi tout effet nuisible à la peau. Par le système d’une pédale, l’opérateur règle l’écartement des cylindres en raison des épaisseurs différentes des peaux préalablement classées.
La friction de ces cylindres fait détacher le poil ou la laine.
Pendant la marche, un courant d’eau projeté sur la peau facilite l’élimination du système pileux dès qu’il est arraché par les cylindres. » (Bouvier, 1921, 52‑53).
Après le pelage vient l’opération d’écharnage. Elle consiste à nettoyer le côté chair de la peau et à retirer les pattes, la queue, les oreilles et les mamelons, ce que Bouvier appelle le « rognage ». Les « débris de l’écharnage » sont conservés pour être vendus aux entreprises de production de colle (Vallet D’Artois, 1834, 54). Le rognage manuel est effectué par l’ouvrier à l’aide d’un « couteau de rivière » demi‑circulaire coupant des deux côtés pour faire tomber les restes de chair, les amas de graisse et couper les parties inutiles. Les peaux sont de nouveau mises à tremper dans des baquets d’eau pendant deux à trois jours pour être réhydratées. Strictement manuelles vers 1830, au début du XXe siècle ces opérations sont mécanisées dans certaines entreprises qui ont les moyens d’investir dans des machines. En 1921, bien que l’écharnage manuel n’ait pas disparu, la machine à écharner s’est généralisée et semble donner satisfaction aux industriels. Cette machine composée de cylindres ressemble à la dépoileuse à la différence que ses lames en forme d’hélices sont en acier tranchant (Bouvier, 1921, 54).
Le foulage
Après l’écharnage, les peaux sont placées dans l’eau froide pour être réhydratées puis foulées. Les techniques de foulage en usage au début du XIXe siècle consistent à frapper à coup de pilon les peaux placées dans un baquet pendant une vingtaine de minutes puis à les réhydrater. L’opération est renouvelée plusieurs fois pour les ramollir et faire pénétrer l’eau. Les peaux travaillées sont ensuite réunies dans un même baquet d’eau pendant deux ou trois jours. Au XXe siècle, les entreprises ont la possibilité d’investir dans des machines élaborées pour accélérer le travail, remplaçant ainsi les gestes et l’effort physique des ouvriers. Dans les usines équipées de ce matériel, les peaux sont mises dans des « bassins de lavage munis d’un agitateur à palettes, ou de tout autre système analogue qui renouvelle les surfaces de contact » (Bouvier, 1921, 52). Considérés comme plus « modernes » encore par les industriels du secteur, certaines tanneries‑mégisseries opèrent ce lavage à l’aide de tonneau foulon avec « renouvellement constant de l’eau de lavage » (Bouvier, 1921, 52).
À l’issue de cette opération de foulage, Vallet D’Artois fait mention d’un « travail de chevalet », qu’il nomme également « travail de rivière ou façon », qui n’apparaît pas dans le manuel de Bouvier en 1921 à ce stade des opérations de mégisserie. Cette étape consiste, selon le vocabulaire technique employé au XIXe siècle, à donner plusieurs « façons » afin de « vider la peau de son mucus ». La « première façon » s’effectue côté fleur, à l’aide d’un couteau rond destiné à donner une forte pression sur la peau posée sur un chevalet. L’ouvrier fait glisser le couteau rond de haut en bas sur l’ensemble de la surface de la peau, puis de bas en haut. Ensuite, les peaux sont de nouveau placées dans des grands baquets d’eau propre, puis foulée une nouvelle fois avant d’effectuer la « seconde façon » du côté chair et de renouveler l’opération plusieurs fois.
La mise en confit suivie de la mise en nourriture de la peau
Ensuite, l’opération de « confit » vise à ouvrir les pores et les interstices de la peau et à éliminer la chaux employée pour détacher les poils lors d’une précédente étape. Les peaux sont placées dans un confit composé seulement d’eau et de son au début du XIXe siècle, tandis qu’à la fin du siècle, elles sont d’abord mises à macérer dans ce que Bouvier appelle une « sorte de bouillon de culture », dont la recette demeure le secret des entreprises. Cette étape appelée dès la fin du XIXe siècle « un travail organique bactérien » par les « industriels » de la filière cuir fait l’objet de toute une recherche en amont dans les entreprises qui se dotent de laboratoires de recherches et de chimistes pour améliorer les procédés de production, à l’image des maisons de ganterie Perrin, Vallier, Reynier ou encore Fischl qui ont intégré la mégisserie à leur entreprise de ganterie (Colonel, 2020 et 2021). Au XIXe comme au XXe siècle, le savoir‑faire de l’ouvrier‑mégissier joue un rôle important à la sortie du confit : l’ouvrier doit être capable de repérer l’action du confit sur la peau pour savoir quand arrêter l’opération. Une fois l’effet escompté obtenu, au bout de quelques heures, les peaux en sont retirées. Elles sont ensuite placées sur un chevalet pour subir une opération appelée « glissade » ou « recouler », à l’aide d’un couteau, qui s’apparente à l’opération de « façon » mais de manière « légère ». Si en 1830 cette étape s’arrête à ce stade, en 1921 les peaux sorties du confit sont « mises à digérer » dans de l’eau tiède entre 20 et 25°C, puis « vigoureusement martelées avec des pilons en bois pendant un quart d’heure environ » (Bouvier, 1921, 56). Elles subissent une nouvelle fois l’opération du chevalet avant de baigner pendant dix à douze heures dans un second confit composé de son et d’eau. L’opération du chevalet est ensuite renouvelée pour essorer les peaux et éliminer le son.
Après la mise en confit, les peaux sont « molles, lâches, dépourvues d’élasticité » selon les termes de Bouvier (1921, 56), ce que constate également Vallet d’Artois. Pour leur rendre leur souplesse, elle passe par une opération appelée « mise en nourriture » vers 1830, puis « habillage ou tannage » en 1921, qui vise à introduire dans les interstices de la peau une substance appelée « nourriture » pour empêcher « les fibres et les parties nerveuses et tendineuses composant le tissu de la peau de se rapprocher » et faire pénétrer dans la peau un corps destiné à remplacer la graisse et les muqueuses qu’elle contenait avant que ne commencent les opérations de mégisserie afin de la rendre « souple et moelleuse » (Vallet d’Artois, 1834, 80). La « nourriture » est composée d’alun, d’hydrochlorate de soude ou de sel marin blanc, de farine de froment et de jaune d’œuf délayés dans de l’eau, une recette qui n’a guère changé entre le XVIIIe siècle (Chahine, 2005) et les années 1920, bien que la quantité et la qualité des ingrédients varient d’une mégisserie à une autre. Apprécié pour « ses qualités de souplesse et son aptitude à la teinture », le tannage à l’alun est la plus ancienne des techniques de tannage, en usage dès le Moyen‑Âge selon la chercheuse Claire Chahine (2005). Si le tannage au chrome tend à se généraliser au début du XXe siècle (Perrin, 2014), à Grenoble, l’emploi de l’alun est encore en usage dans les années 1920. Le travail de préparation de ce mélange à l’alun nécessite un certain savoir‑faire et de fines connaissances des ingrédients mobilisés car il est susceptible d’avoir des répercussions sur les opérations de teinture ultérieures : selon la qualité de produit employées, il sera plus ou moins difficile de teindre les peaux avec certaines couleurs (Vallet d’Artois, 1834, 80).
En revanche, les techniques d’application du mélange sur les peaux évoluent. Vers 1830 le travail se fait exclusivement au pied : la « nourriture » est déposée dans des baquets où sont réparties les peaux à travailler ; elles sont d’abord remuées avec les mains puis des ouvriers, surnommés les « danseurs » de cuviers, entrent dans les baquets pieds et jambes nus pour les piétiner pendant environ une heure. Au début du XXe siècle, les mégissiers ont la possibilité d’investir dans un appareil appelé « turbulent », mis au point vers 1900, pour faciliter et accélérer le travail, bien que le foulage aux pieds existe encore. Bouvier décrit le « turbulent » comme :
« un coffre de forme cubique qui repose par deux de ses angles, diamétralement opposés, sur une même ligne horizontale. Monté sur deux supports, le «turbulent», mécaniquement, tourne d’une façon excentrique […]. Sur l’une de ses faces est pratiquée une ouverture qui permet d’introduire d’abord l’habillage, puis les peaux. Lorsque l’appareil est mis en mouvement, celles‑ci roulent sur elles‑mêmes et sont renvoyées continuellement d’une face à l’autre. » (Bouvier, 1921, 58).
L’ouvrier insère le mélange, dorénavant désigné sous le nom d’« habillage », dans le « réservoir cubique en bois » du turbulent (Bouvier, 1921, 58). Ensuite, il met l’appareil en mouvement pendant une dizaine de minutes pour brasser le mélange puis insère les peaux pour les imprégner de « l’habillage » pendant une quarantaine de minutes de brassage. À leur sortie, les peaux sont déposées dans des « bennes » avec le reste de l’habillage pour qu’elles finissent de l’absorber.
Devenues opaques et blanches à l’issue de l’opération, les peaux sont mises à sécher. Vers 1830, elles sont étendues dans leur longueur sur un étendage par des ouvriers. Cette opération est considérée comme délicate car les peaux ne doivent pas subir de mouvement de pression qui risquerait d’enlever la nourriture sous peine de conséquences néfastes à l’étape de la teinture qui ne prendrait pas à l’endroit où la nourriture s’est écartée. En 1921, si le séchage à l’air libre se pratique encore, certaines entreprises sont équipées de séchoirs artificiels, également appelés chambres chaudes. Chauffée à 35°C, la chambre chaude est décrite par Pierre Bouvier comme une grande salle dans laquelle de l’air chaud est insufflé à l’une des extrémités, « au moyen d’un puissant ventilateur », et à l’autre extrémité, « un aspirateur rejette à l’extérieur cet air devenu humide » (1921, 59) :
« Les peaux pliées en deux, de tête en queue, la «fleur» en dedans, sont accrochées sur des chariots roulant sur rails. Ceux‑ci ne sont introduits dans la «chambre chaude» que lorsqu’ils sont garnis de peaux.
On les rentre généralement dans la partie opposée à l’arrivée de l’air chaud et on les sort de l’autre. » (Bouvier, 1921, 59).
Une fois sèches, les peaux sont « mises en magasin » en attendant la vente. Le « magasin de peau sèche » est un endroit très sec où sont stockées les peaux avant la vente ou l’utilisation.
L’ouverture des peaux et la mise en bottes
L’ouverture des peaux s’effectue au moment de leur vente. Elles sont alors ramollies par un bain d’eau puis foulonnées, c’est‑à‑dire secouées fortement, puis placées sur « une claie de gros bois pour y être foulées aux pieds par un ouvrier chaussé en sabots » (Vallet d’Artois, 1834, 83). Enfin, elles subissent l’ouverture à proprement dit, à l’aide d’un palisson :
« Cet instrument est composé d’un morceau de fer de forme demi‑circulaire et tranchant dans sa partie convexe, fixé verticalement dans un montant de menuiserie d’environ deux pieds et demi de haut, sur un pied de large, enclavé dans un fort plateau lui servant de base, qui lui‑même est surchargé d’une pierre formant le dos d’âne, destinée à recevoir les peaux à mesure qu’elles sont ouvertes » (Vallet d’Artois, 1834, 83).
Les peaux sont placées sur le fer du palisson pour être ouvertes puis sont mises à sécher et l’opération du foulage et du palisson est réitérée une ou deux fois au besoin. Ce dernier passage sur le palisson s’appelle le « redressage » consistant à enlever la farine restant attachée à leurs parois et à leur donner « toute la taille, la souplesse et la blancheur possibles » (Vallet d’Artois, 1834, 84), trois qualités recherchées par les fabricants pour répondre à la demande de la clientèle et aux exigences de la mode. Premièrement, le critère de longueur est déterminant pour les productions de luxe. Rares, les peaux de chevreaux de grande taille sont très prisées car elles permettent de confectionner les longs gants féminins, rémunérateurs pour le fabricant puisqu’ils s’inscrivent parmi les produits de luxe. Variable, les modèles de gants pour dame comprennent différentes tailles qui se mesurent en nombre de « boutons » : des gants courts, qui s’arrêtent aux poignets – appelés Amadis – ou légèrement au‑dessus ; des gants mi‑longs couvrant le bras jusqu’au coude ; des gants longs montant jusqu’au‑dessous de l’épaule, complétant les robes à manches courtes (Colonel, Dalmasso, 2022, en cours). Si les premiers correspondent à des modèles de jour, les gants plus longs sont portés principalement en soirée ou lors d’occasions particulières comme les mariages ou encore les baptêmes. Deuxièmement, la souplesse de la peau constitue également un critère important, au cœur de la qualité du produit fini. La peau doit être souple pour fabriquer un gant qui épouse au mieux la forme de la main, dont les mouvements ne doivent pas être bloqués pour un confort optimal, et ainsi produire un effet « seconde peau ». De plus, cet aspect est particulièrement recherché pour la confection du gant de luxe féminin dont la finesse et la souplesse sont les principales caractéristiques. Plus fine que l’agneau et considérée comme une matière « noble » par les fabricants et par les consommatrices, la peau de chevreau est la matière la plus en vogue chez la gent féminine, comme l’indique la presse de mode dans la seconde moitié du XIXe siècle et le premier XXe siècle[10]. Elle sert principalement à confectionner le beau gant de luxe féminin tandis que l’agneau s’impose dans la ganterie masculine (Colonel, Dalmasso, 2022, en cours). Troisièmement, le critère de « blancheur » est également très recherché car il permet la confection des gants blancs qui ne passent pas par l’étape de la teinturerie, permettant ainsi au fabricant de réaliser des économies (Vallet d’Artois, 1834, 245). De plus, les gants blancs sont très à la mode dans les milieux aisés, compléments indispensables de la tenue féminine de bal tout au long du XIXe siècle (Colonel, 2020c).
En 1921, l’opération de foulonnage est mécanisée. Après avoir été humidifiées, les peaux sont placées quelques heures dans le « foulon » ou « fouloir » où elles sont frappées « au moyen de lourds marteaux de bois alternativement soulevés par deux manivelles auxquelles, et par le moyen de deux bielles, un arbre transmet le mouvement. » (Bouvier, 1921, 60). Une fois les peaux sorties, l’ouverture est ensuite opérée manuellement à l’aide du « palisson » selon la même technique qu’au début du XIXe siècle ou d’une « machine à palissonner » pour parachever le travail du foulon. Appelée également « machine à ouvrir », la « machine à palissonner » est pourvue d’une lame semi‑circulaire fixée sur une roue ou sur une meule tournante. Les peaux sont passées à la lame, remplaçant ainsi l’opération manuelle mais nécessitant le travail d’un ouvrier ou d’une ouvrière pour appliquer les peaux modérément sur la lame pour les assouplir.
Une fois prêtes, les peaux sont « mises en bottes », c’est‑à‑dire regroupées par lots en contenant un certain nombre selon les usages du secteur. Celles qui appartiennent au mégissier sont commercialisées tandis que la botte appartenant au fabricant – faisant travailler le mégissier à façon – lui est restituée. Arrivées à la fabrique de gants, elles sont triées et classées. Si les sources disponibles ne font pas mention de ce métier avant la seconde moitié du XIXe siècle, signe qu’il est certainement exécuté par le fabricant lui‑même, ce travail est ensuite effectué par un homme appelé « trieur de peaux en blanc » qui vérifie le travail du mégissier et détermine la teinture à appliquer selon leur qualité (Colonel, 2021). Une fois triées, les peaux « en blanc » sont emmagasinées dans une pièce de la fabrique appelée magasin de peaux. Au fur et à mesure des besoins, elles sont envoyées à la teinture pour lancer la chaîne de fabrication du gant.
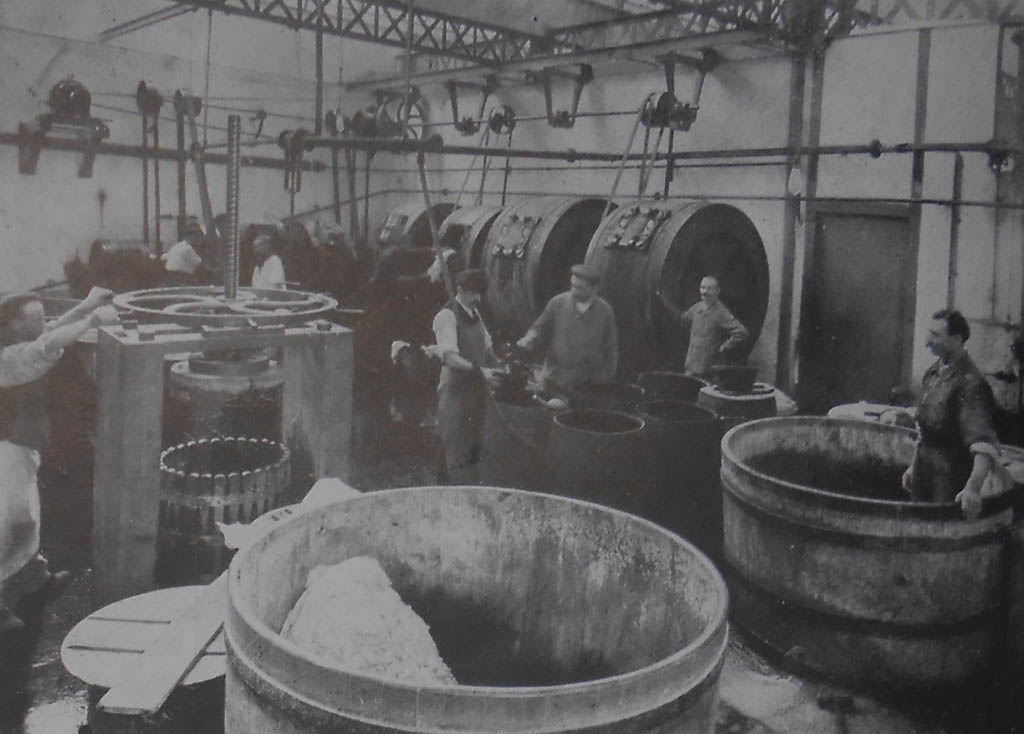
Les « danseurs de cuvier » : le foulage des peaux à l’étape de la purge
Cliché Reynier frères, Grenoble : Le Dauphiné au travail, 1919, p. 18.La mise en couleur des peaux
Dans les années 1830, le fabricant de gants confie les opérations de teinture à un spécialiste appelé le coloriste chargé de la teinture des peaux pour gants, ce que les gens du métier appellent faire teindre « à façon ». À compter des années 1870, certaines ganteries se dotent d’une teinturerie qu’elles intègrent à leur entreprise, à l’image des Reynier (Colonel, 2020b), tandis que d’autres continuent de fonctionner sur le modèle traditionnel, faisant teindre leurs peaux « à façon ».
La préparation de la peau a l’application de la teinture
Le parage des gants de suède
Pour fabriquer des gants de suède ou sur chair, c’est‑à‑dire en utilisant la face intérieure du cuir pour produire un gant d’aspect velours, il est nécessaire de procéder à une opération de parage de la peau que ne subissent pas les peaux destinées à d’autres types de gants. Le parage consiste à unifier le côté chair de la peau pour préparer la texture veloutée qui fait la spécificité du gant suède. Entre 1834 et 1921, selon les manuels de Vallet d’Artois et de Bouvier, la technique et les outils de parage n’ont pas changé. L’ouvrier pareur fixe les peaux sur une barre en bois nommée le « paroir », les tend et les lisse à l’aide d’un couteau « lunette » « en forme de cymbale, tranchant de tous les côtés, et percé au milieu d’un trou dans lequel il passe ses deux mains, pour pouvoir le diriger » (Bouvier, 1921, 70).
La purge et le rhabillage
Avant l’application de la teinture, toutes les sortes de peaux sont uniformisées par les opérations de « purge » et de « rhabillage » pour faciliter la pénétration de la couleur sur l’ensemble de leur surface. La purge vise à éliminer l’excès d’alun, de sel et de farine dont elles sont imprégnées lors de leur passage en mégisserie et à les assouplir. Les peaux sont placées dans de l’eau tiède et foulées jusqu’à ce qu’elles redeviennent translucides. Vers 1830, le foulage s’effectue à pied d’hommes comme à l’étape de la mégisserie tandis qu’en 1921, les industriels ont la possibilité d’investir dans des machines.
Les peaux subissent ensuite l’opération de rhabillage qui consiste à leur restituer la « nourriture » dont elles ont été imprégnées chez le mégissier et qu’elles ont perdu pendant la purge. Elles sont plongées dans une substance à base de jaunes d’œufs dont la recette évolue dans le temps et peut différer d’une entreprise à une autre, en particulier dès la fin du XIXe siècle lorsque les industriels se dotent de structures de recherches pour améliorer leurs procédés de production.
Les différents procédés de « mise en couleur »
Après avoir subi les opérations de purge et de rhabillage, les peaux sont prêtes à être teintées. En 1921, Bouvier signale que la teinture des peaux pour gants « se fait encore à peu près entièrement avec des couleurs naturelles, d’origine végétale, car les matières premières qui servent à mégisser les peaux rendent ces dernières réfractaires aux couleurs artificielles » (1921, 70), tandis que près de quinze ans plus tard, le géographe Raoul Blanchard indique que la teinture serait devenue « une vraie fabrication chimique effectuée par pesées rigoureuses » (1935, 191). Ainsi, jusqu’aux années 1920, la plupart des teinturiers en peaux pour gants semblent utiliser des produits naturels extraits de plantes selon ces écrits. Toutefois, il serait intéressant de confronter ces affirmations à des documents produits par les entreprises pour confirmer ce changement intervenu dans l’entre‑deux‑guerres. Le mélange des ingrédients pour former la teinture est réalisé par le patron, tandis que ses ouvriers sont chargés de l’appliquer sur les peaux (Blanchard, 1935) : soit superficiellement, par un procédé appelé teinture à la table ou à la brosse ; soit en profondeur par un procédé dit « à la plonge » ; soit des deux manières, à la fois, par un procédé appelé « plongé‑brossé ».
Le procédé de teinture à la table, également dit « à la brosse », consiste à appliquer la teinture de manière superficielle sur la peau à l’aide d’une brosse. Ce procédé concerne les peaux destinées à la fabrication du gant glacé et celles destinées à la confection d’un gant suède de teinte noire ou très foncée, dont le côté fleur de la peau reste blanc. La peau est étendue sur une table en verre ou en bois recouvertes de plomb, à forme légèrement bombée sur le dessus et dotée de rigoles sur les côtés pour l’écoulement des liquides. L’ouvrier fait adhérer la peau à la table, puis applique un mordant et la matière colorante à l’aide d’une brosse avec laquelle il répartit la teinture en cinq à six couches. Ensuite, il rince la peau à l’eau puis la replace sur la table pour procéder à l’essorage à l’aide d’un outil appelé « massette » pour enlever l’eau insérée dans les tissus du cuir.
Utilisé pour appliquer la teinture en profondeur dans l’épaisseur du cuir, le procédé de teinture à la plonge consiste à faire mouvoir la peau, placée dans un tonneau, dans la solution colorante également composée de mordant à l’alun.
Le procédé de teinture dite « plongée‑brossée » consiste à effectuer les deux procédés de teinture à la plonge et à la brosse. Les peaux sont d’abord plongées dans des tonneaux contenant la matière colorante. Ensuite, pour parachever l’étape du parage, elles sont poncées à l’aide d’une « meule ». Enfin, elles sont séchées et assouplies puis la teinture est appliquée en surface à la brosse sur la table en verre ou en bois.
Le séchage et le palissonne
Après avoir reçu la teinture, les peaux sont mises à sécher dans la « chambre chaude » durant environ deux heures, selon Bouvier. Ensuite, elles sont humidifiées par une mise au contact avec de la sciure de bois mouillée pour subir le palissonnage qui consiste à leur redonner leur souplesse. Selon Bouvier, le travail au palisson s’effectue de la même manière qu’en mégisserie à l’aide du « palisson » ou d’une « machine à palissonner » pourvue d’une lame semi‑circulaire sur laquelle les peaux sont passées pour les assouplir.
Enfin, les peaux sont retournées au fabricant de gants qui charge le « trieur de peaux en couleur » de contrôler le travail du teinturier, d’évaluer le nombre de gants à découper dans chacune d’elles et de les classer par grandeur (Colonel, 2020a).
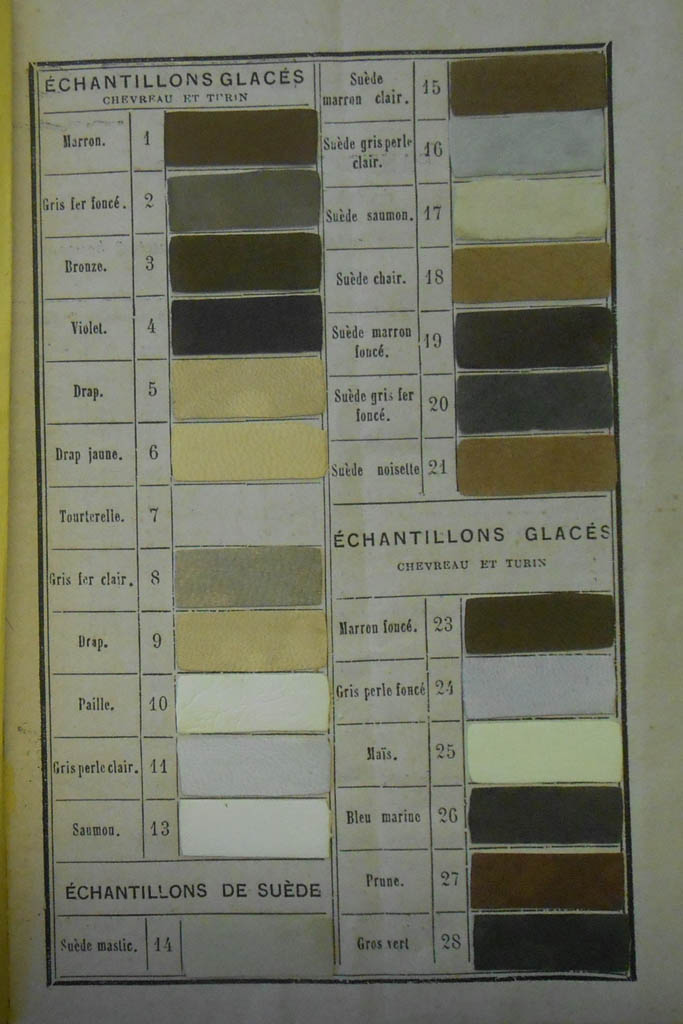
Carte des nuances d’une entreprise de ganterie de Grenoble, dernier tiers du XIXe siècle.
Bibliothèque municipale de Grenoble, V3005.La chaine de fabrication du gant
Une fois la peau transformée en cuir et teinte, les opérations de fabrication du gant commencent. Sa conception nécessite l’intervention d’une multitude de petites mains. Si les premières étapes de la fabrication sont exclusivement masculines, les travaux d’assemblage et d’ornementation qui suivent sont exécutés par des femmes. En comparant les procédés de fabrication en usage au début du XIXe siècle et ceux utilisés en 1921, on constate la création de nouveaux métiers attribués à des femmes.
Les opérations de coupe
Une fois triées et teintes, les peaux sont confiées à l’ouvrier‑coupeur sous la forme de lot de douze, appelé « passe », accompagné d’un « bulletin de passe » contenant les instructions à suivre. Nécessitant un savoir‑faire acquis après un apprentissage d’environ dix‑huit mois auprès d’un coupeur expérimenté (Colonel, 2021), le travail de l’ouvrier‑coupeur est exécuté manuellement, à l’aide d’outils, debout devant une table en noyer haute d’environ deux pieds et demi (Vallet d’Artois, 1834, 458). Les gestes techniques effectués se décomposent en cinq étapes jusque‑dans la seconde moitié du XIXe siècle : la mise à l’humide, le dolage, le dépeçage, l’étavillonnage et la fente. Ensuite, lorsque se généralise la coupe mécanique, le coupeur ne réalise plus la cinquième étape correspondant à la fente. Si une division des tâches à l’étape de la coupe s’opère dans certains centres de ganterie notamment à Paris, Chaumont ou dans les ganteries allemandes, à Grenoble un même ouvrier effectue l’ensemble des opérations.
La mise à l’humide
Avant de commencer à travailler la peau, le coupeur l’humidifie pour lui redonner son élasticité et faciliter le travail, étape qu’il appelle « la mise à l’humide ». Il roule les peaux dans une toile – appelée « nappe » par les gens du métier – imbibée d’eau dans laquelle elles restent environ une heure. Si cette opération est restée identique depuis les années 1830, la comparaison aux sources de nature encyclopédique produites par des élites montrent une légère évolution en termes d’ustensile. Au XVIIIe siècle, l’humidification était réalisée à l’aide d’une éponge selon l’Encyclopédie ou dictionnaire raisonné des arts, des sciences et des métiers, dirigée de Diderot et D’Alembert (1751‑1765), ou d’une brosse selon l’Encyclopédie méthodique (1790).
Le dolage
L’ouvrier coupeur effectue ensuite le dolage qui consiste à « enlever une partie de la peau dans son épaisseur, du côté de la chair, afin de la rendre plus douce, plus fine et d’en embellir la fleur » (Vallet d’artois, 1834, 459), mais aussi de la débarrasser d’éventuels restes de chair. Le dolage nécessite un marbre apposé sur la table du gantier et un couteau à doler à extrémité tranchante destiné à effectuer un travail d’amincissement de la peau pour l’affiner du côté chair. L’ouvrier, de sa main gauche, effectue un geste d’étirement de la peau, à plat sur le marbre auquel elle est fixée à l’une de ses extrémités, tandis qu’avec sa main droite munie du couteau à doler, il enlève les parties indésirables telles les restes de chair au tranchant de l’outil. À l’issue de cette opération, la peau doit être fine et d’égale épaisseur dans son ensemble. Dans l’entre‑deux‑guerres, certaines entreprises remplacent les gestes du coupeur par l’utilisation d’une « meule » à cette étape selon la géographe du XXe siècle Germaine Veyret‑Verner (1913‑1973) (1941).

Trois couteaux à doler entreposés sur le marbre à doler
Collections privées de l’ASP2G ; Photographie : Audrey Colonel.Le dépeçage et l’étavillonnage
Ensuite, le coupeur procède au dépeçage : il étire la peau pour lui donner les dimensions nécessaires à la confection d’une paire de gants complète. Ensuite, il détermine l’emplacement des deux gants formant la paire dans la peau, puis découpe les « étavillons », morceaux de peaux rectangulaires dans lesquels la forme du gant sera découpée. Un étavillon correspond à un gant. Les doigts, le dessus et le dedans de la main correspondent à un même morceau de peau, tandis que le pouce, à part, est assemblé à la couture. Au début du XIXe siècle, les dimensions de l’étavillon sont déterminées à l’aide d’une règle graduée selon des mesures conventionnellement admises pour chaque modèle de gants. Vallet D’Artois explique que « La largeur d’une paire de gants se calcule ordinairement par la mesure de l’empan de la personne pour qui elle est destinée » (1834, 463). Dans la seconde moitié du XIXe siècle, l’avancée technique rendue possible grâce à l’invention de Xavier Jouvin permet à l’ouvrier de s’aider d’un calibre en carton pour établir les dimensions du gant dans la peau avant la découpe (Colonel, 2021b). Cet individu dote le secteur de pointures de gants et d’une mécanique permettant de couper plusieurs épaisseurs de peaux à la fois selon une méthode qu’il a établie. Pour mécaniser la coupe des gants, Jouvin s’appuie en partie sur des méthodes pensées par Vallet d’Artois, avec qui son père faisait du commerce à Paris dans les années 1820 selon la correspondance familiale. Ces inventions sont brevetées dans les années 1830, puis reprises et améliorées par d’autres selon le processus d’invention collective bien connu des historiens (Hilaire‑Pérez, Perrin, Verna, Galvez‑Behar, Le Roux et Rieu, 2017). Leur utilisation se généralise à l’ensemble du secteur vers 1870, simplifiant ainsi le travail du coupeur (Colonel, 2020b).
Une fois les étavillons découpés, ces pièces de peaux rectangulaires sont étirées manuellement par l’ouvrier pour leur donner la forme nécessaire à la découpe des gants. Dès la généralisation de la mécanique Jouvin dans la seconde moitié du XIXe siècle, le travail de l’ouvrier coupeur s’arrête à ce stade.

Les outils du coupeur : la règle, les ciseaux, le couteau à dépecer et la craie.
Cette photographie présente les principaux outils utilisés par le coupeur : à droite, le « ciseau de gantier » ; au centre une réglette en bois dont l’unité de mesure est le pouce ; à gauche, un couteau non tranchant et une craie. La craie sert à marquer les bouts de cuir découpés pour ne pas mélanger les différentes paires de gants, à indiquer les tailles et à tracer les repères sur le cuir pour les différentes opérations effectuées.
Collections privées de l’ASP2G ; Photographie : Audrey Colonel.La fente
La fente consiste à découper la forme du gant dans l’étavillon. Jusqu’à la généralisation du procédé Jouvin, la fente est réalisée aux ciseaux par l’ouvrier coupeur qui utilise sa règle pour mesurer la largeur des doigts avant la découpe. L’ouvrier devait également découper manuellement les pouces et les fourchettes. Les fourchettes sont des piécettes découpées dans les chutes de cuir provenant de la coupe, destinées à être cousues entre chaque doigt des gants pour augmenter leur largeur. Ensuite, une machine prend la relève, activée par des femmes, les ouvrières « fendeuses », chargées de disposer les gants sur l’emporte‑pièce appelé « main de fer » et d’actionner le balancier pour fendre les gants. La « main de fer » est un l’emporte‑pièce qui a la forme exacte du gant. Elle s’insère dans une presse à balancier pour fendre les peaux, permettant de découper plusieurs épaisseurs de peaux à la fois. Les pouces et les fourchettes disposent aussi d’un emporte‑pièce adapté. La mécanisation de la fente fait également naître le métier de « raffileuse » attribué à une femme chargée de détacher les différentes pièces du gant des emporte‑pièces et d’enlever les morceaux de peaux inutiles qui entourent les gants. Au début du XIXe siècle, l’opération de « raffilage » désignait l’action effectuée par le coupeur consistant à diminuer et à arrondir le bout des doigts, dernière étape de la coupe du gant.


La main de fer
Collections privées de l’ASP2G ; photographie : Audrey Colonel.Presse à fendre les gants
Collections privées conservées par Maurice Rey‑Jouvin ; photographie : Audrey Colonel.Les opérations de décor, d’assemblages et de finitions
La broderie
Après la fente des gants, il faut déterminer l’emplacement des broderies qui viendront ornementer les gants. Vers 1830, cette opération est effectuée par l’ouvrier coupeur qui se sert d’un couteau comme instrument de mesure pour fixer l’emplacement des broderies et marquer « le point d’arrêt au moyen d’un petit trou ; plus un second, plus un troisième dans des directions calculées pour les autres fentes » selon Vallet d’Artois (1834, 479). Ensuite, elle est réalisée mécaniquement au moment de la fente « par trois points faits par trois pointes placées sur chaque main de fer », tandis que des outils spéciaux nommés « frappes » ont été conçus pour indiquer les points de broderie à réaliser, selon le manuel de Pierre Bouvier (1921). Ensuite, la brodeuse est chargée de broder les gants. Si au début du XIXe siècle le travail de broderie est effectué à main, un siècle plus tard, l’emploi d’une machine se généralise. Si les gants brodés sont très à la mode au XVIIIe siècle, les décors sont moins riches durant la période révolutionnaire, puis sous l’Empire. À la fin des années 1820, la presse de mode indique que des décors discrets à base de broderie sont remis au goût du jour sur les modèles féminins et masculins portés le soir (Colonel, 2020c). Par exemple, en 1829, le Petit Courrier des Dames mentionne que les gants blancs féminins « portés avec les costumes de soirée, sont presque tous richement brodés soit en soie blanche, de couleur, ou en or. »[11]. La même année, des modèles masculins de « gants bleus brodés en blanc »[12] ont été vus et admirés dans les bals. Les broderies les plus simples se limitent à trois traits, appelés cordonnets, disposés en éventail sur le dessus du gant tandis que des modèles plus riches comportent des décors plus élaborés, pensés en amont au sein de la fabrique. Au XXe siècle, les maisons de ganterie emploient des modélistes pour penser les décors et modèles divers et variés pour répondre aux exigences de la clientèle, comme le montrent les archives des entreprises conservées[13].
L’assortiment et la couture
Une fois les broderies effectuées, les différentes parties du gant sont assorties :
« Les difficultés de la teinture obligent à resuivre et à rétablir, s’il y a lieu, par échange, l’assortiment des différentes parties du même gant pour que la paire présente, dans son ensemble, une teinte bien uniforme » (Bouvier, 1921, 88).
Ensuite, la couturière assemble les différentes parties du gant, c’est‑à‑dire la main, le pouce et les fourchettes ainsi que les différentes piécettes, à l’aide de la petite mécanique. Cet outil s’apparente à un petit étau dentelé non motorisé, en forme de pince, qui sert à guider la couture pour plus de régularité. Si elle s’effectue exclusivement à la main par des couturières à domicile au début du XIXe siècle, l’emploi de la machine à coudre se généralise à la fin du XIXe siècle, remplaçant progressivement la petite mécanique. Néanmoins, la couture à la main persiste pour la production des gants de luxe pour lesquels le cousu main était privilégié.

La petite mécanique
Collections privées de l’ASP2G ; Photographie : Audrey Colonel.Les finitions, noircissage et baguettage
Les finitions consistent à poser sur le gant les « plaques », « chevillières », « cœur » et « bandelettes », destinés à le consolider, ainsi que les boutonnières, boutons et pressions servant à le fermer.
Dans les années 1830, l’écrit de Vallet d’Artois montre que le système de fermeture est un critère qui différencie le gant du luxe de la ganterie « commune ». Il indique que la « belle ganterie » comporte une boutonnière permettant de resserrer le gant au niveau du poignet : « aux gants de prix on ajoute une petite pièce sur le côté pour en élargir l’entrée ; ou bien au moyen d’une fente pratiquée sous le poignet, bordée comme il a été dit, et garnie d’une boutonnière et d’un bouton qui servent, l’une à faciliter l’entrée du gant, et l’autre à le fixer à la main lorsqu’elle est gantée : c’est ce qu’on appelle des gants à bouton » (1834, 493). Ensuite, au cours du XIXe siècle, d’autres moyens de fermeture sont pensés, perceptibles dans les dépôts de brevets. Certains modèles se ferment par un système de laçage tandis que d’autres sont garnis de boutons‑nacres. En 1886, un grenoblois dénommé Albert Raymond dépose un brevet pour un procédé de fermeture à pression que les gantiers utilisent désormais pour fermer les gants (Clément, 1943). Au XIXe siècle, le mode de fermeture des gants s’impose également comme un critère esthétique pour le consommateur. Par exemple, sous la monarchie de Juillet, la presse de mode fait mention de modèles de gants féminins fermés à l’aide d’un ruban ou d’un bracelet, portés le soir dans des bals (Colonel, 2020c). À la fin du siècle, ce sont les gants fermés par un ou plusieurs bouton(s) pression(s) qui sont en vogue.
Ensuite, certaines paires subissent l’opération dite « de noircissage », qui concerne les gants de couleur noire dont la peau est teinte uniquement sur la partie extérieure du gant, l’intérieur restant blanc. Des femmes, les « noircisseuses », sont chargées d’appliquer du colorant noir sur les traces blanches dues aux points de couture, à l’aide d’une « éponge minuscule et consistante, enchâssée dans une pince à coulisse », comme l’indique Bouvier (1921, 89).
Enfin, les coutures des gants sont vérifiées par une opération dite de « baguettage ». Détaillée par Bouvier en 1921, cette étape consiste à tester la tension des fils et à vérifier les finitions. Un outil formant une pince avec deux longues baguettes en bois est inséré dans chaque doigt du gant pour écarter le cuir afin de vérifier la solidité des coutures. Ce travail était réalisé par des femmes, les « baguetteuses ». S’il est certain que cette opération est en usage à la fin du XIXe siècle, Vallet d’Artois n’en fait pas mention en 1834.


Les baguettes
Collections privées de l’ASP2G ; Photographie : Audrey Colonel.Gants fermés à l’aide d’un bijou composant le costume féminin en 1829.
Collection privée, Petit Courrier des dames, 25 décembre 1829, Gravure n°689.La préparation a la vente
Avant d’être vendus, les gants sont mis en forme par une opération de « dressage » qui consiste à leur donner un aspect présentable. Ce travail est réalisé par l’ouvrier « dresseur » à l’aide d’un rouleau en bois, substitué ensuite par un appareil, appelée « main chauffante » ou « main chaude », sur lequel est placé le gant pour être défroissé. Ensuite, Pierre Bouvier fait mention, dans son manuel, d’une étape appelée le « choix du gant ». Elle consiste à vérifier de nouveau les travaux de broderie, de couture et de finition puis à classer les gants en fonction de leur valeur après fabrication, qui repose sur des critères qualitatifs et esthétiques. Ainsi, les produits qui ne cochent pas toutes les conditions requises pour la vente sont mis de côté pour être classés parmi les marchandises de « choix inférieur ». Les gants passent également par l’opération de timbrage : la pointure est indiquée à l’intérieur du gant droit tandis que le gant gauche contient la marque de fabrique. Enfin, les gants sont mis en carton pour être expédiés.

La main chauffante
Collections privées de l’ASP2G ; Photographie : Audrey Colonel.Conclusion
Pour être transformées en gants, les peaux passent par trois industries : la mégisserie, la teinturerie et la ganterie à proprement dite. La mégisserie les transforme en cuir propre à faire les gants, la teinturerie leur donne la couleur choisie par le fabricant de gants qui se charge ensuite de faire travailler ouvriers et ouvrières à la confection des gants avant de vendre le produit fini. Le travail du cuir s’appuie sur des savoir‑faire hérités et des gestes professionnels exercés par des ouvriers et ouvrières.
En un siècle, des années 1830 environ aux années 1920‑1930, des machines sont insérées dans la chaîne de production à différentes étapes sans toutefois mettre fin au travail manuel qui persiste pour la réalisation de certaines opérations. Si de véritables machines ont vu le jour pour accélérer la transformation de la peau en cuir et la teindre et que certaines entreprises de ganterie ont intégré ces activités annexes dans leur entreprise de fabrication des gants, l’activité gantière à proprement parler reste une industrie de main‑d’œuvre qui ne s’est que « légèrement » mécanisée. En effet, comme l’a démontré l’historien Cédric Perrin, l’artisanat n’a pas été exclu de la mécanisation du travail et « n’est pas un ordre économique sans machine » (2017, 205). L’évolution des procédés de production est étroitement liée à la demande. D’une part, le machinisme s’insère progressivement dans le secteur à partir des années 1870 environ, au moment où la demande est plus forte et que produire plus devient une nécessité dans un contexte d’extension de la consommation marchande à l’œuvre au XIXe siècle (Daumas, 2018). D’autre part, l’activité gantière est dépendante de la mode, qui influe également sur les méthodes de production pour cocher certains critères esthétiques et qualitatifs nécessaires à la « belle ganterie », à l’image de la « souplesse » de la matière qui revient à toutes les étapes de la production.
La crise des années 1930 suivie du second conflit mondial mettent à mal l’activité gantière française (Le Bot, 2007). Le centre de Grenoble entame une phase de déclin irrémédiable dans les années 1950, voyant une partie des entreprises diversifier leur activité et/ou se reconvertir avant de fermer définitivement dans les années 1960. Le bassin grenoblois connaît une véritable mutation industrielle dans les années 1970, comme l’a démontré l’historienne Anne Dalmasso (2009), tournant la page de l’industrie gantière dont seul un très petit nombre d’ateliers artisanaux a survécu. Aujourd’hui, la ville de Grenoble ne compte plus qu’un artisan gantier en activité.
Références bibliographiques
Baret‑Bougoin E., (2005), La ville industrielle et ses poisons : les mutations des sensibilités aux nuisances et pollutions industrielles à Grenoble, 1810‑1914, Grenoble : PUG.
Blanchard R., (1935), Grenoble, étude de géographie urbain, Grenoble : Éd. Didier et Richard.
Bouvier P., (1921), Le petit manuel du Gantier.
Chahine C., (2005), « L’utilisation de l’alun dans la transformation de la peau en cuir », L’alun de Méditerranée, Naples : Publications du Centre Jean Bérard.
Clément G., (1943), Le Gant, 1er septembre 1943.
Colonel A., Dalmasso A. (2022, en cours), Fait main. Quand Grenoble gantait le monde, Grenoble : Glénat.
Colonel A., (2021a), « Histoire de l’»école» de ganterie de Grenoble (vers 1890‑vers 1920) : Des tentatives de mise en école de la formation masculine au métier de gantier », La Pierre et l’Écrit. Revue d’histoire et du patrimoine en Dauphiné.
Colonel A., (2021b), « De l’Inventeur aux innovateurs dans l’industrie du gant : la ganterie grenobloise en quête perpétuelle du progrès (1830‑1930) », revue Technologie et Innovation, numéro thématique « Innovations et innovateurs, quelles trajectoires », à paraître.
Colonel A., (2020a), « Le travail du gant en France des années 1830 aux années 1930 : le cas de la ganterie grenobloise entre artisanat et industrie », dans Laloux L., Palaude S., Péters A. (dirs.), Métiers d’autrefois, tome 1, Textile & habillement, Valenciennes : Presses universitaires de Valenciennes.
Colonel A., (2020b), « La ganterie «moderne» a‑t‑elle existé ? L’exemple de la Maison Reynier, du «maître‑gantier» à la Société Anonyme (1832‑années 1930) », La Pierre et l’Écrit. Revue d’histoire et du patrimoine en Dauphiné, 141‑165.
Colonel A., (2020c), Le gant : un héritage des siècles passés, Global Fashion Conference, Octobre 2020, Lyon : France.
Dalmasso A., (2009), « Vieilles et nouvelles technologies face aux mutations des années 1970. L’Isère et le bassin grenoblois (1974‑1984) », dans Lamard P., 1974‑1984, une décennie de désindustrialisation ?, Paris : Éd. Picard.
Dalmasso A., (2002), « Grenoble (1880‑1960) : un district industriel autour de la « houille blanche » ? », dans Eck J.‑F. et Lescure M. (dir.), Villes et districts industriels en Europe occidentale (XVIIe‑XXe siècle), Tours : Presses universitaires François‑Rabelais.
Daumas J.‑C., (2018), La Révolution matérielle. Une histoire de la consommation. France XIXe‑XXIe siècle, Paris : Flammarion.
Diderot D. et D’Alembert J., (1751‑1765), Encyclopédie ou dictionnaire raisonné des sciences, des arts et des métiers, tome 17, 792.
Fontaine L. (1984), Le voyage et la mémoire : colporteurs de l’Oisans au XIXe siècle, Lyon : Presses universitaires de Lyon.
Gounon M., (2016), Tanneries et mégisseries d’Annonay, 1815‑2015 : excellence, innovation, savoir‑faire, Paris : Privat Mémoire d’Ardèche et temps présent.
Hilaire‑Pérez L., Perrin C., (2017), (modérateurs), Verna C., Galvez‑Behar G., Le Roux M. et Rieu A.‑M. (intervenants), Rendez‑vous de l’histoire Invention collective, communautés inventives, Blois.
Hilaire‑Pérez L. et Zakharova L. (dir.), (2016), Les techniques et la globalisation au XXe siècle, Rennes : PUR.
Jarrige F., (2011), « Une invention de Jaurès ? La grève de Graulhet entre hygiénisme et machinisme au début du XXe siècle », Cahiers Jaurès, 1/199, 9‑26.
Le Bot F., Perrin C., (2011), « Mobiliser l’industrie de la chaussure, mobiliser ses territoires », Terrains & travaux, 2/19, 205‑224.
Le Bot F., (2008), « Confisquer les profits illicites : épuration économique ou simple mesure fiscale ? L’exemple des gantiers de Saint‑Junien, Millau et Grenoble », dans BERGÈRE M. (dir.), L’épuration économique en France à la Libération, Rennes : PUR, 283‑298.
Le Bot F., (2007), La fabrique réactionnaire Antisémitisme, spoliations et corporatisme dans le cuir (1930‑1950), Paris : Presses de Sciences Politiques.
Le Bot F., (2005), « La «famille» du cuir contre Bata : malthusianisme, corporatisme, xénophobie et antisémitisme dans le monde de la chaussure en France, 1930‑1950 », Revue d’histoire moderne & contemporaine, 4/52‑4, 131‑151.
Le Roux T., (2011), Le laboratoire des pollutions industrielles. Paris, 1770‑1830, Paris : Albin Michel, collection « L’évolution de l’humanité ».
Le Roux T., (2010), « Une rivière industrielle avant l’industrialisation : la Bièvre et le fardeau de la prédestination, 1670‑1830 », Géocarrefour, 85/3, 193‑207.
Perrin C., (2017), « Un ordre économique sans machine ? Penser et repenser l’artisanat et la société française au XXe siècle », L’Homme & la Société, 3/205, 185‑209.
Perrin C., (2015), « Le district en échec. L’exemple des tanneries de Château‑Renault (v. 1860‑1985) », dans Coquery N., de Oliveira M. (dir.), L’échec a‑t‑il des vertus économiques ?, Comité pour l’histoire économique et financière de la France, Paris.
Perrin C., (2014), « Le développement durable en perspective historique : l’exemple des tanneries », L’Homme & la Société, 3‑4/193‑194, 37‑56.
Perrin V., (1904), « L’industrie gantière », dans Grenoble et le Dauphiné, Grenoble : Alexandre Gratier et Jules Rey Éditeurs.
Roland de La Platière J.‑M. (dir.), (1790), Encyclopédie méthodique. Manufactures, arts et métiers, Paris / Lièges, chez Panckoucke / chez Plomteux, Seconde partie, Tome 3, p. CLX.
Vallet d’Artois J.‑F., (1834), Manuel du fabricant de gants : considéré dans ses rapports avec la mégisserie, la chamoiserie et les diverses opérations de teinture qui s’y rattachent, Paris : Roret Éditions.
Verley P., (1997), L’échelle du monde. Essai sur l’industrialisation de l’Occident, Paris : Éd. Gallimard.
Veyret‑Verner G., (1941), « L’évolution de la ganterie grenobloise depuis le dernier tiers du XIXe siècle », Revue de géographie alpine, 29/2, 265‑282.
Wassouni F., (2016), « Les ONG, la coopération internationale et leur contribution à la transformation des techniques artisanales en Afrique. L’exemple du secteur du cuir de la ville de Maroua dans la région de l’Extrême‑Nord du Cameroun », dans Hilaire‑Pérez L. et Zakharova L., Les techniques et la globalisation au XXe siècle, Rennes : PUR, 297‑316.
Wassouni F., (2015), « Mobilités, développement et circulations des savoirs techniques dans l’artisanat africain de la période précoloniale au XXIe siècle. L’exemple du secteur du cuir du Nord‑Cameroun », dans Pilar G.‑B. et Hilaire‑Pérez L., Les savoirs‑mondes : Mobilités et circulation des savoirs depuis le Moyen Âge, Rennes : PUR, 311‑322.
Wassouni F., (2012a), L’artisanat du cuir dans l’Extrême‑Nord du Cameroun du XIXème siècle à 2007, thèse de Doctorat/Ph.D. d’histoire, Université de Ngaoundéré.
Wassouni F., (2012b), « Tanneries, insalubrité, pollution et risques sanitaires dans le périmètre urbain de Maroua au Cameroun », PHARE Patrimoine & Histoire en Afrique : recherches & Expériences.
[1].↑ Archives départementales de l’Isère, 138M2, Statistique industrielle de l’Isère, renseignements généraux sur les manufactures et fabriques, 1812..
[2].↑ Sur l’histoire des techniques, voir les travaux conduits par Liliane Hilaire‑Pérez, notamment : Hilaire‑Pérez L. (2016), et Zakharova L. dir., Les techniques et la globalisation au XXe siècle, Rennes, PUR.
[3].↑ Sur le sujet, voir Colonel 2020b.
[4].↑ Sur la question de l’industrialisation : Verley P., L’échelle du monde. Essai sur l’industrialisation de l’Occident, Paris : Éd. Gallimard, 1997.
[5].↑ Archives nationales, Légion d’honneur, dossier Vallet d’Artois, LH/2666/67.
[6].↑ Revue Ganterie, juin 1921, p. 251.
[7].↑ Archives départementales de l’Isère, Recensement de Grenoble, 1906.
[8].↑ À l’inverse, la tannerie transforme les « grandes peaux », selon le vocabulaire utilisé dans le milieu gantier, notamment de vaches.
[9].↑ Archives départementales de l’Isère, 138M2, Statistique industrielle du département de l’Isère, 25 mars 1807.
[10].↑ Fémina, Paris : Hachette, avril, 1931.
[11].↑ Petit Courrier des Dames, 5 février 1829.
[12].↑ Petit Courrier des Dames, recueil de la VIIIe année, 25 janvier 1829, p. 40.
[13].↑ Archives départementales de l’Isère, 136J44, Carnet de modèle de l’entreprise Repiton‑Préneuf.




